MODEL: UFTG – UNIVERSAL FLUTE AND THREAD GRINDER
MINIATURE TAP SERIES
ITM holds over 30 patented machine designs


EVOLUTIONARY INTEGRATION OF FLUTE AND THREADING OPERATION
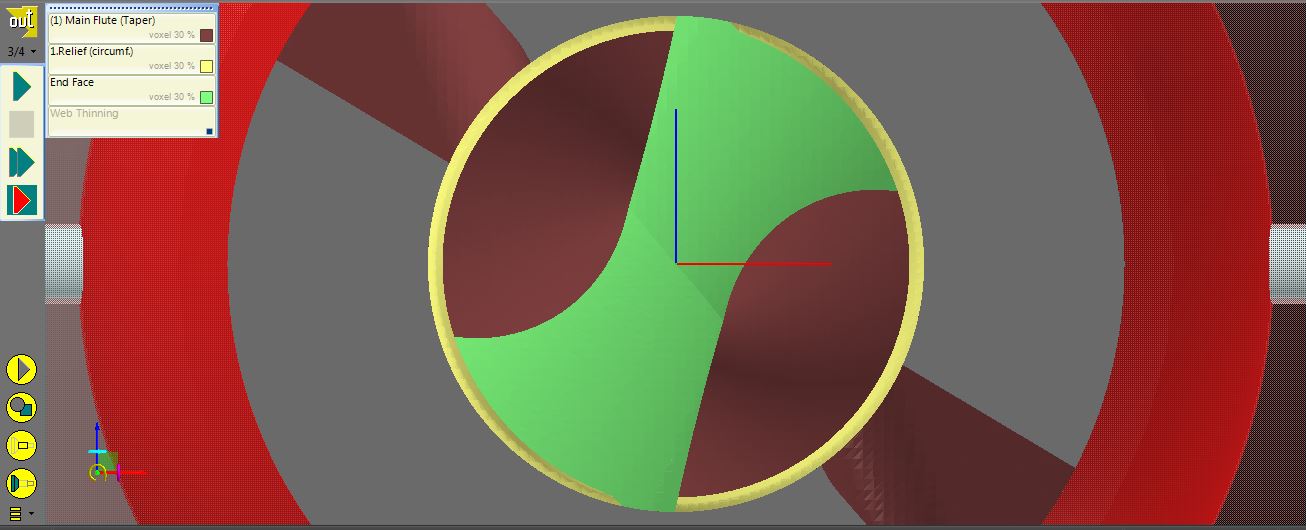
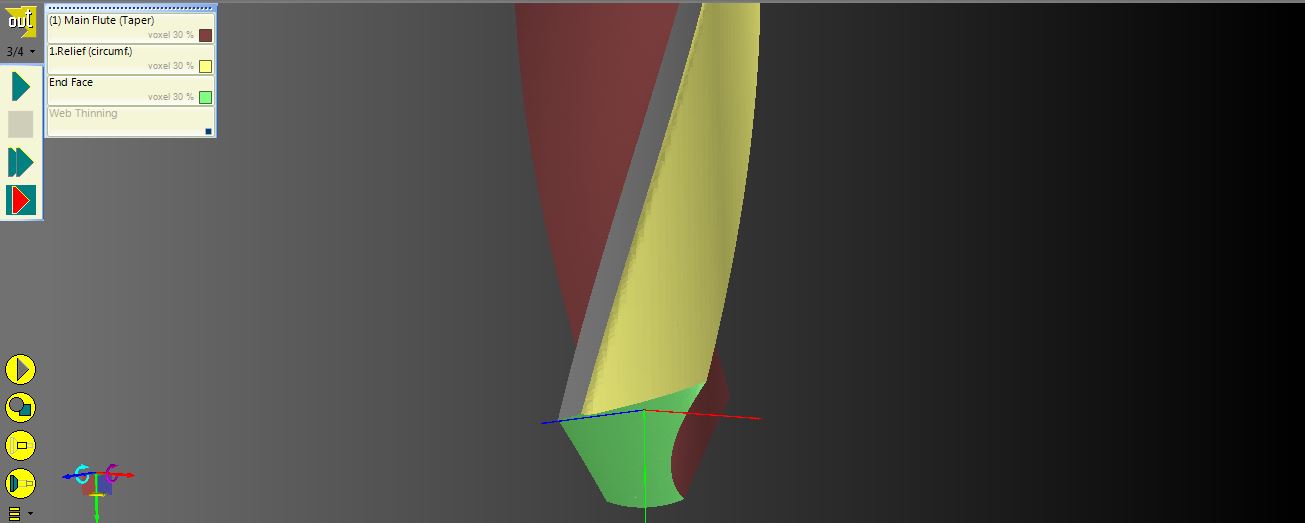
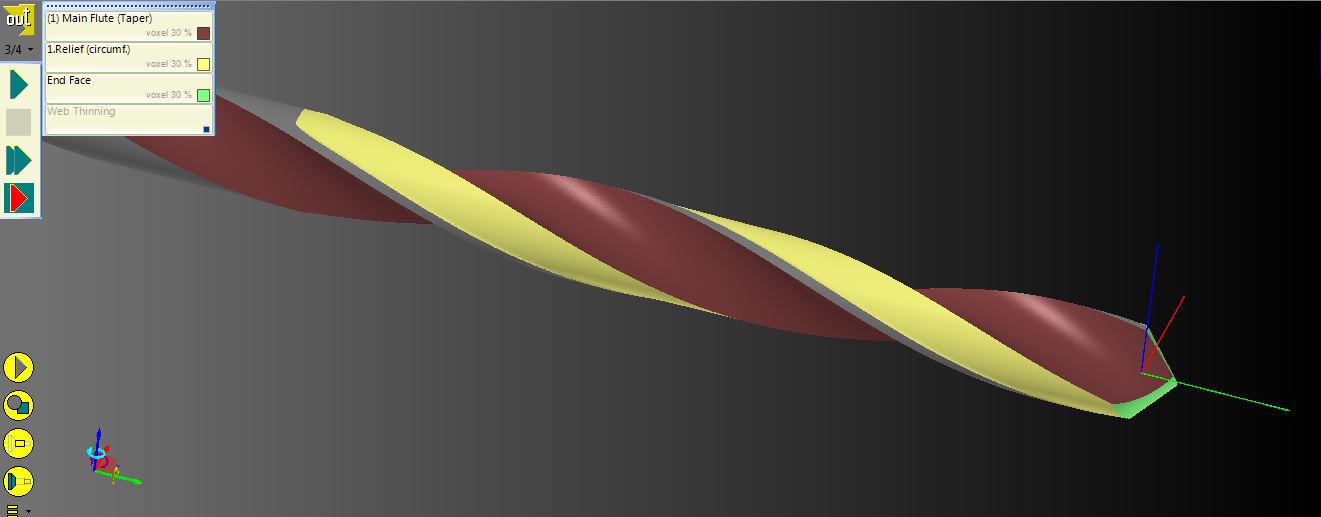
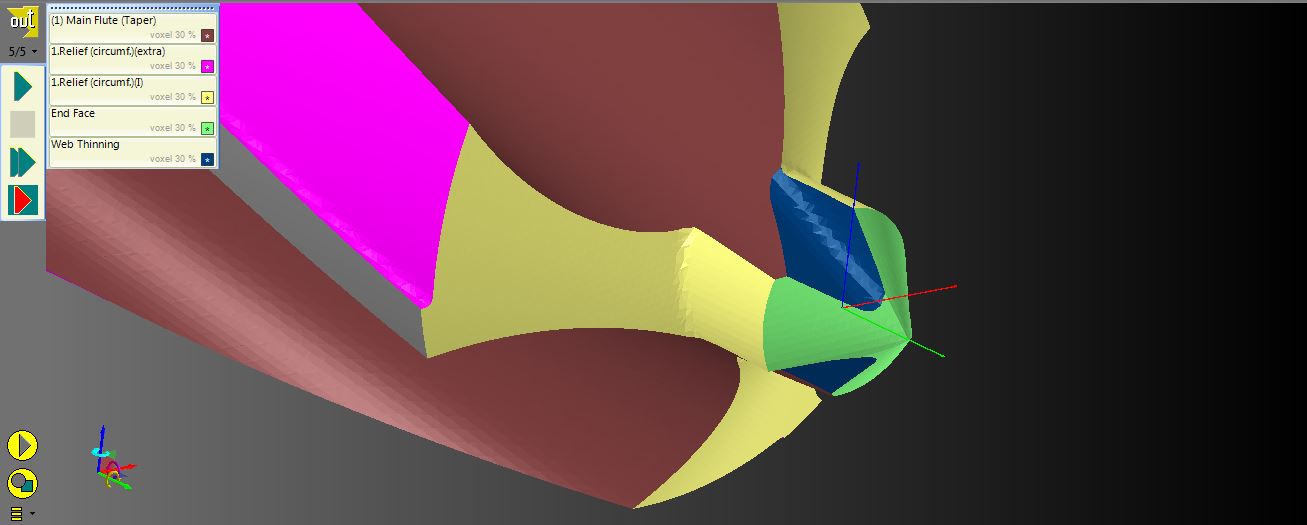
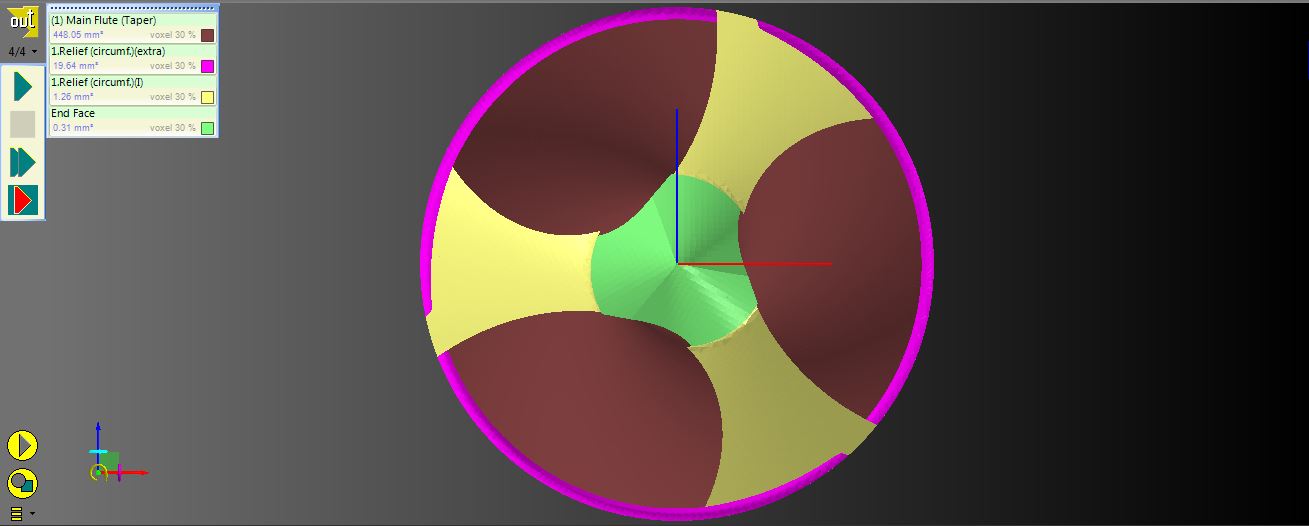
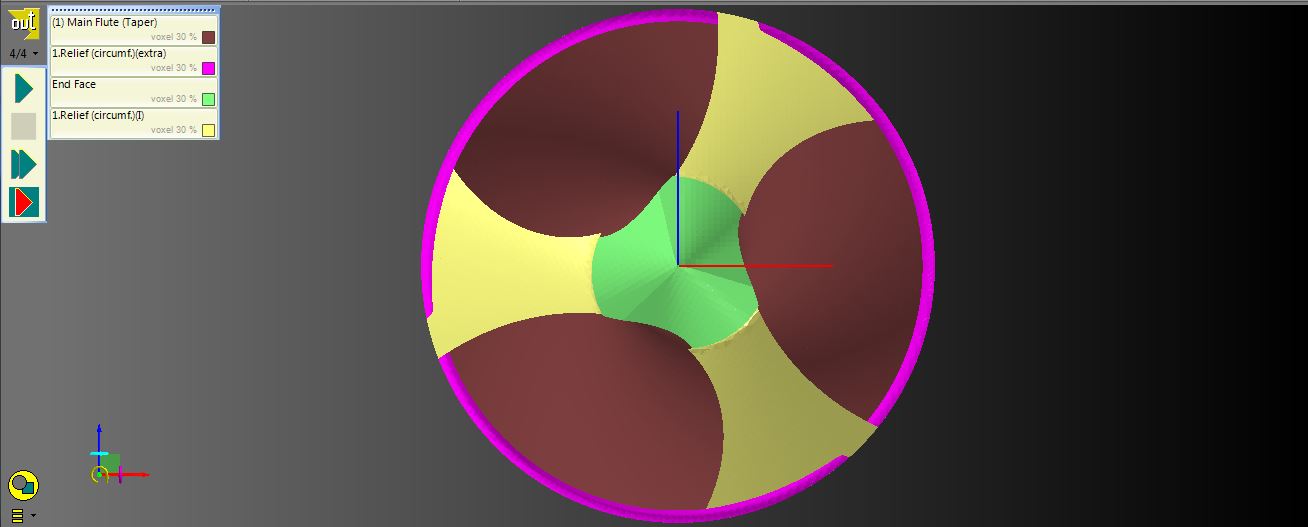
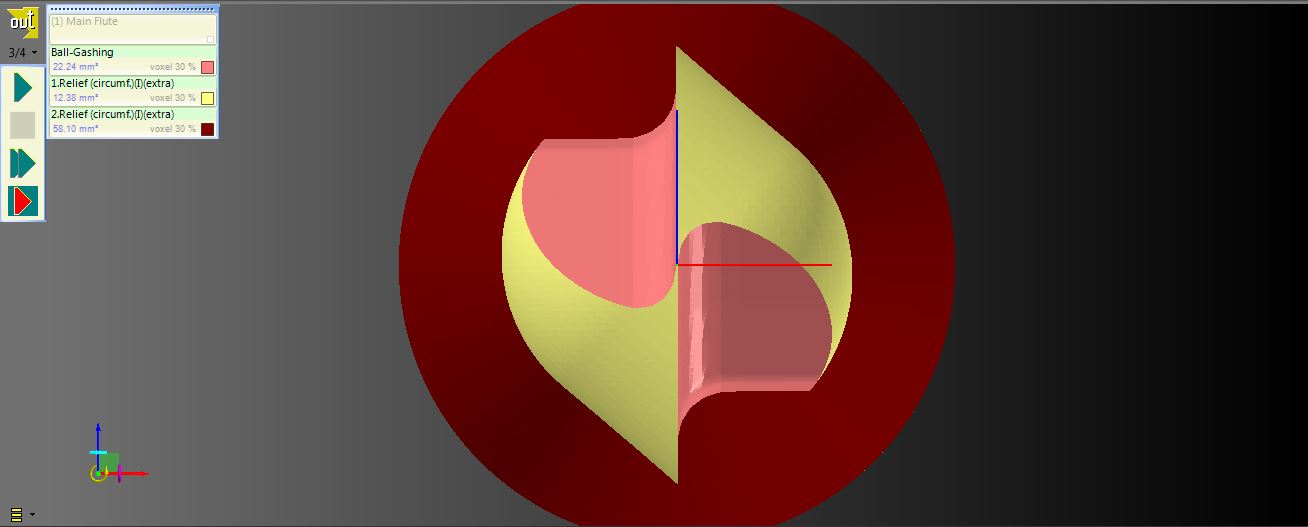
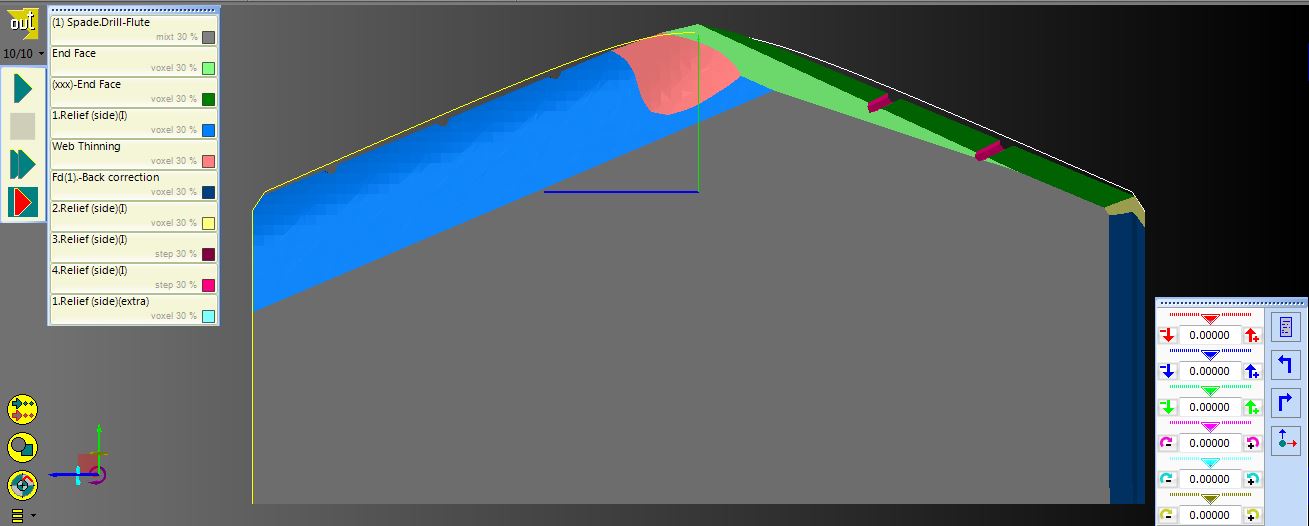
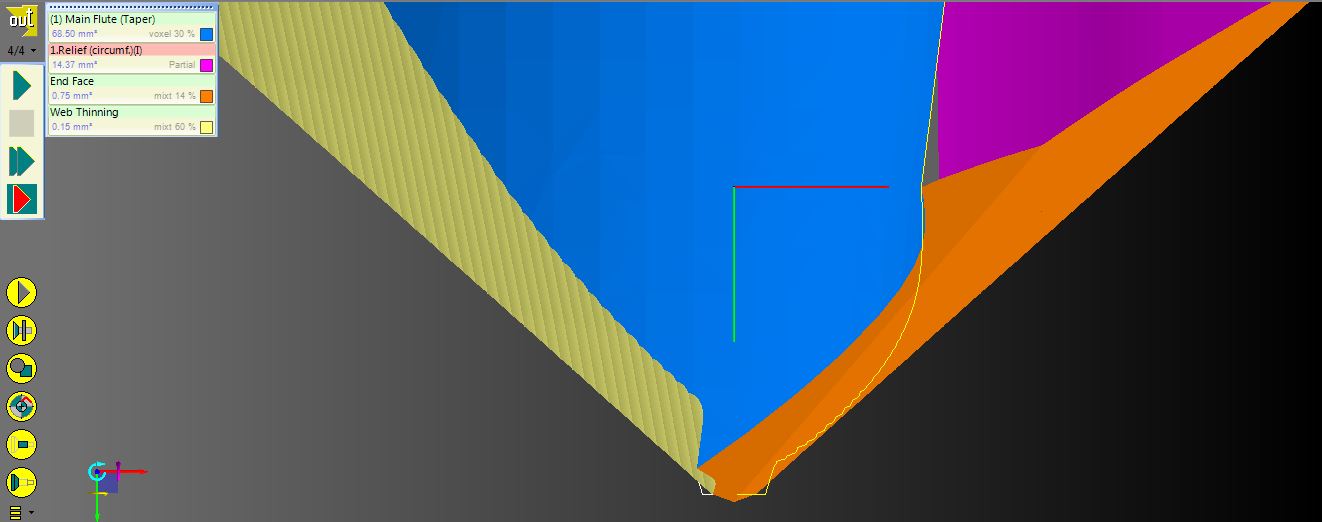
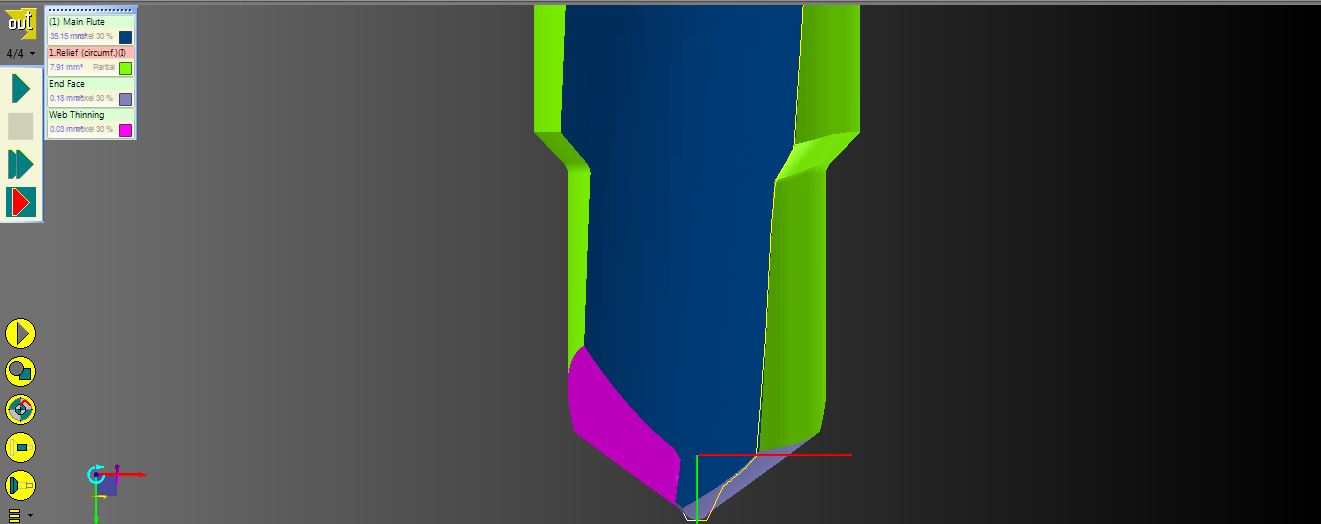
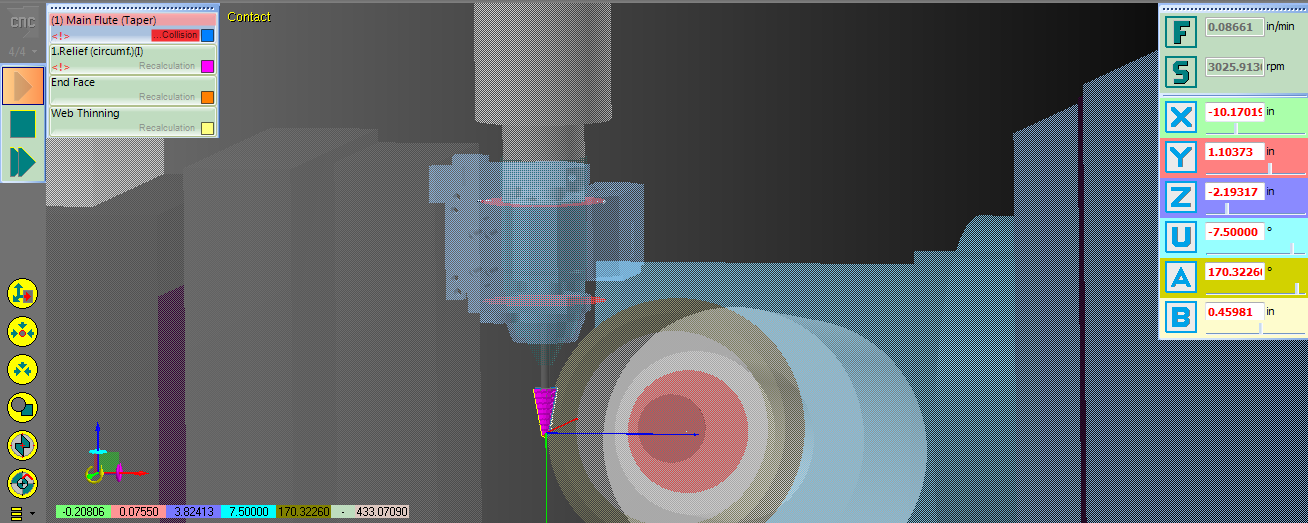
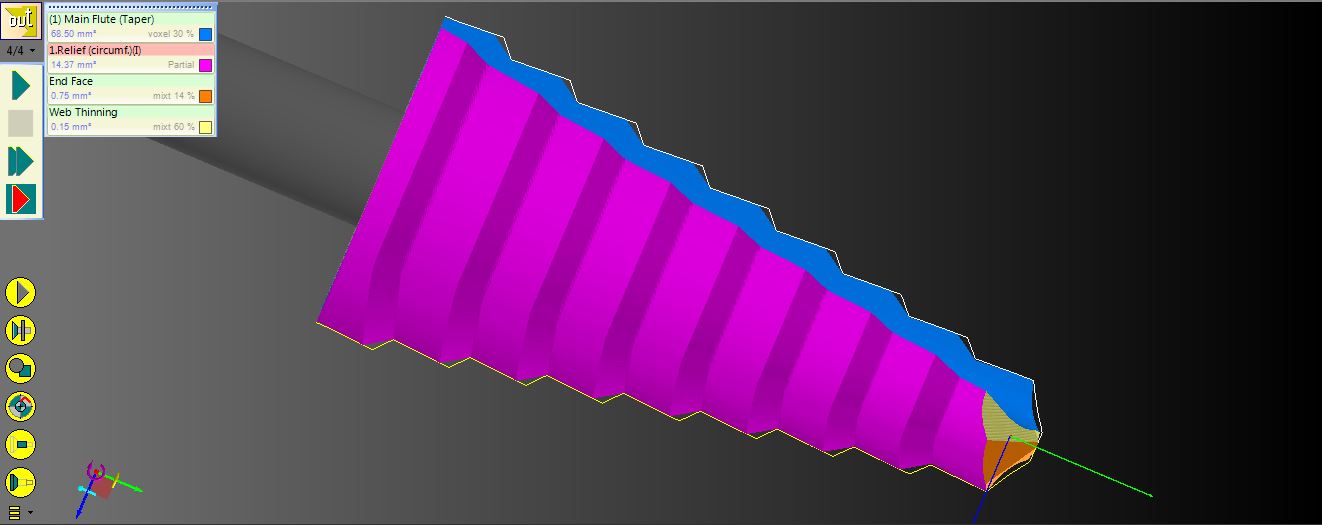
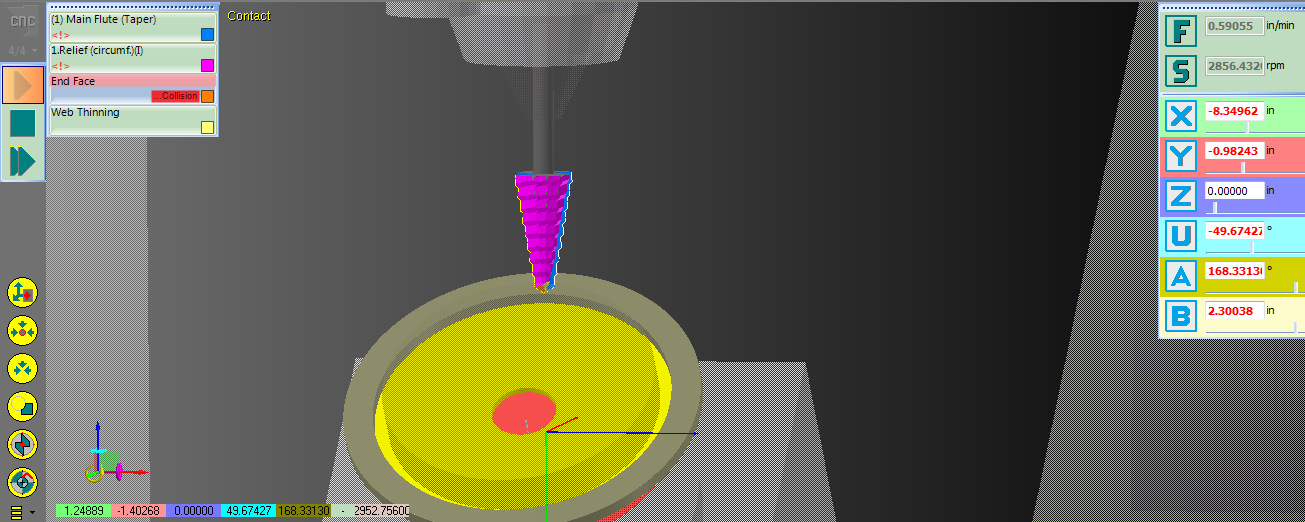
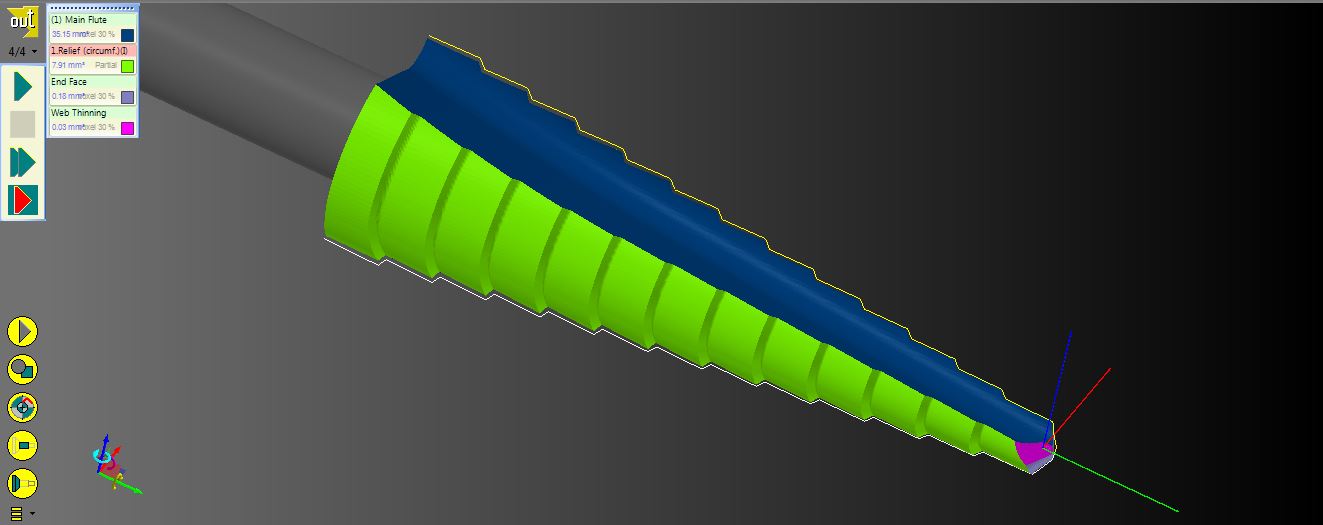
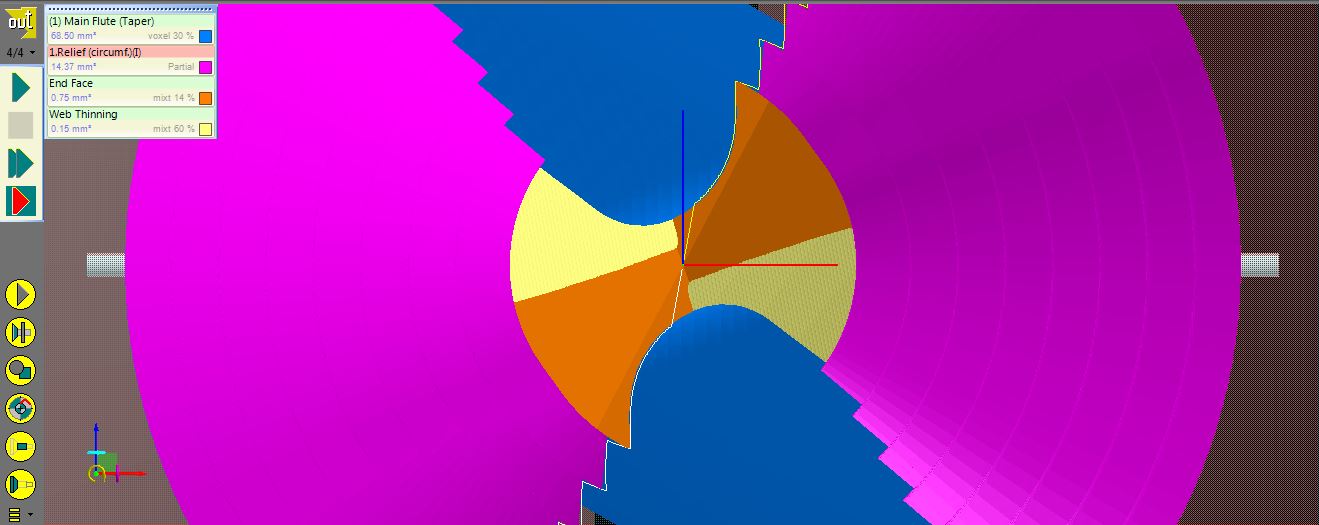
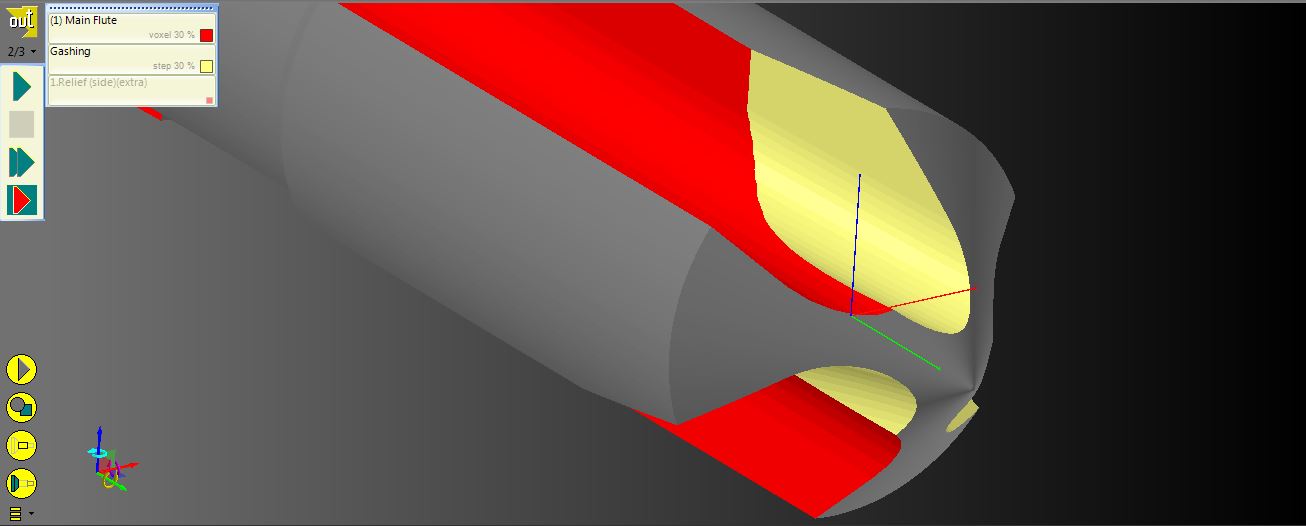
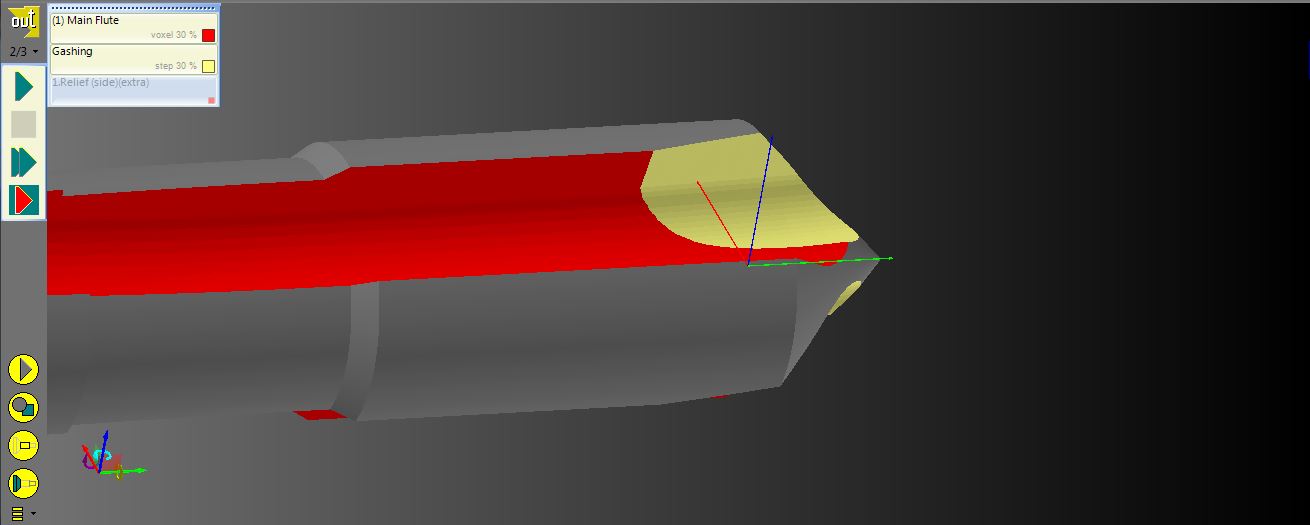
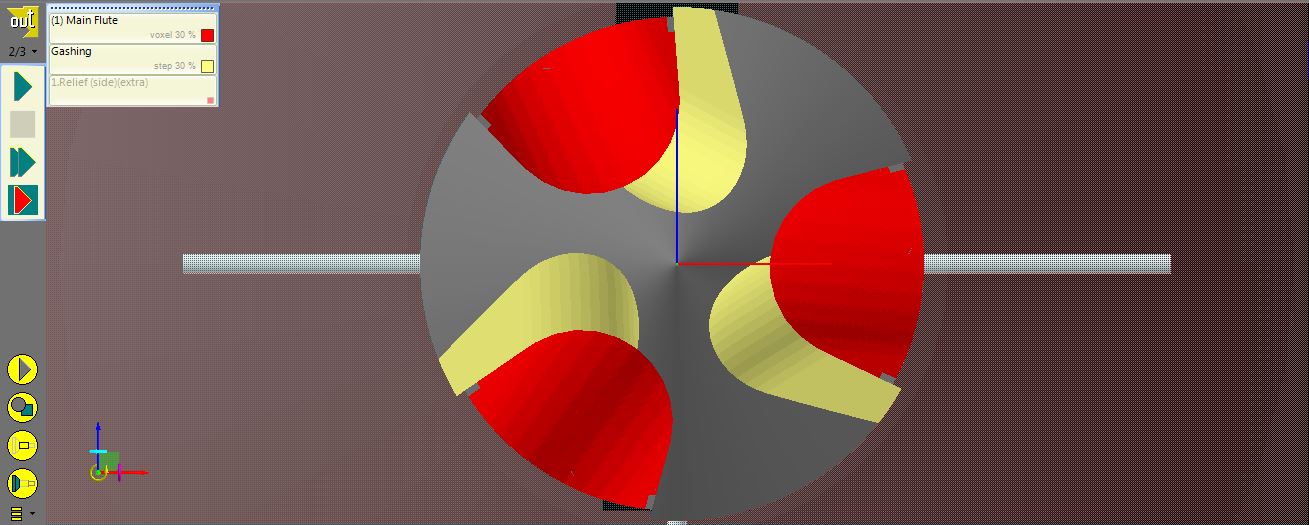
PRECISION MINIATURE FLUTE GRINDING
UFTG is designed with a rugged machine base having all main axes secured within it, leaving the work table open to maximum flexibility and protecting those axes from grinding fluid, thermal expansion and grinding grit. Customers will no longer have to wait for the grinding environment to stabilize prior to manufacturing.
The machine base is covered by a work table base which has a patented U-axis mounted in it and an opening for the z axis. Rather than use traditional worm gears for our pivoting axis, ITM has developed for the UFTG fully sealed U-axis with a special driving system. An adjustable A-axis is mounted to the U-axis to allow for various work piece length. The U axis has absolute precision positioning within its range without wearing at any point. This precise positioning is essential to maintain today’s exact tolerances.
The UFTG is designed with a Z axis which is equipped with a special coolant trap isolating the grinding area from the main axes in the machine base. ITM has further developed for the UFTG its unique oil cushioned wheelhead assembly, which reduces the static friction and dampens grinding vibration to an absolute minimum.

One of several ITM thread grinder designs

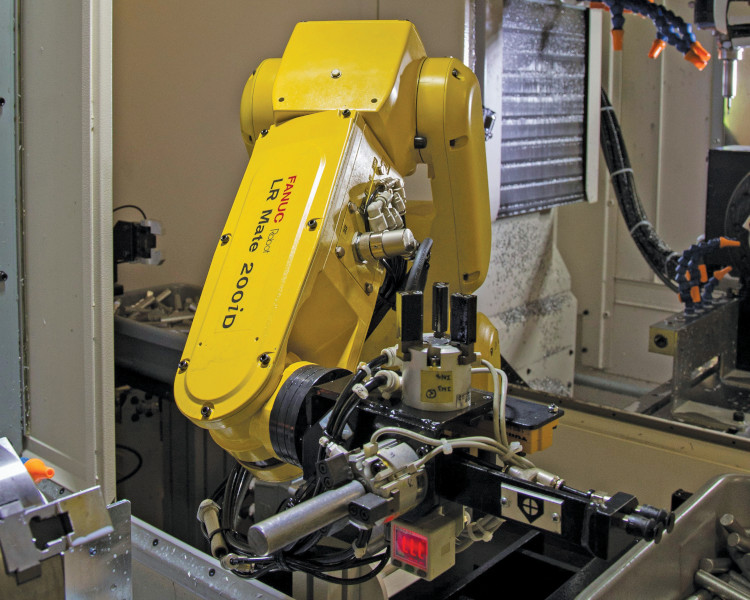
Fast and reliable Fanuc robot for tool exchange
WORK HOLDING MECHANISMS
There are three kinds of workholding mechanisms.
First, for maximum concentricity, parts are held between centers. Optionally a floating clamp assembly which holds the part on the O.D. with exchangeable clamps is used. Concentricity is maintained between centers with tailstock center and workhead center located inside the clamp assembly. Hydraulic pressure pushes the workhead center forward and is adjustable. When grinding is completed the workhead moves back and the tool comes out of the clamp, but is held between the centers until unloaded.
Second, the collet holds the part between tailstock. The collet assembly with tailstock center is used to hold the tool blank concentrically on the O.D. The workhead cylinder moves forward when the collet closes to eliminate the slight refraction of the tool blank. When the tailstock moves back after grinding is completed, an ejector in the workhead holds the tool blank between centers. Standard collet size is 1/8 to 1″ and 3mm to 25mm. However ITM has done work down to 0.01″ diameter (0.25mm).
Third, the collet assembly when used with steady-rest, gives additional support necessary for example, in the manufacturing of small diameter tools. This system operates in similar fashion to the collet assembly with tailstock. However because the ejector is controlled with adjustable hydraulic pressures, only enough force is used to maintain the tool’s position while the collet is unclamped.
For further information regarding ITM’s Universal Flue and Thread Grinders, contact us at (386) 585-8166

Compact and rigid design

Customized for taps from 0.2mm (0.0078″) and up
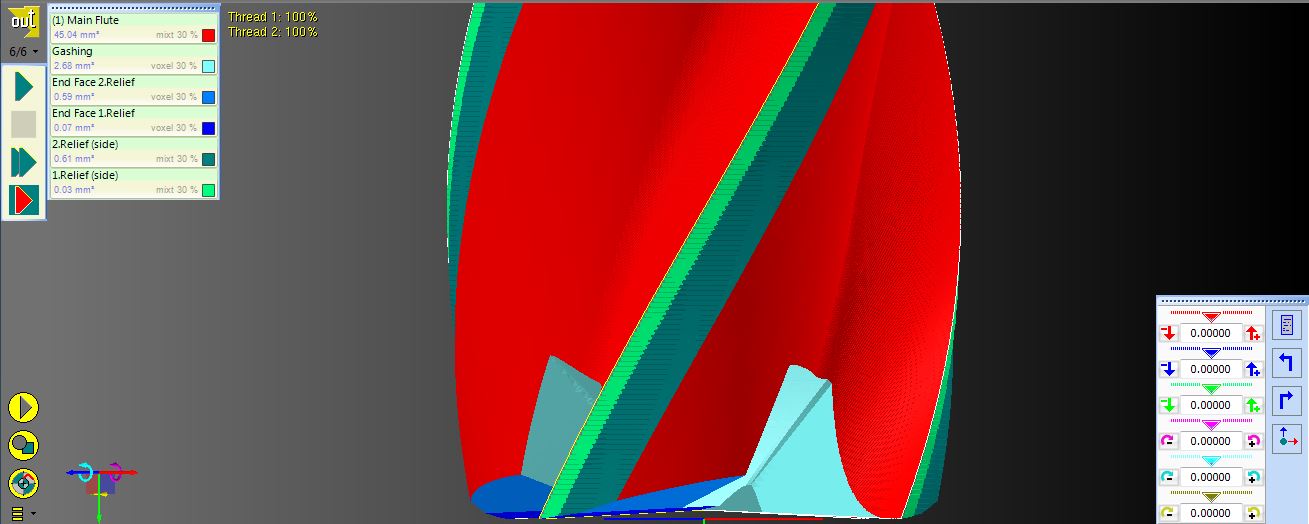
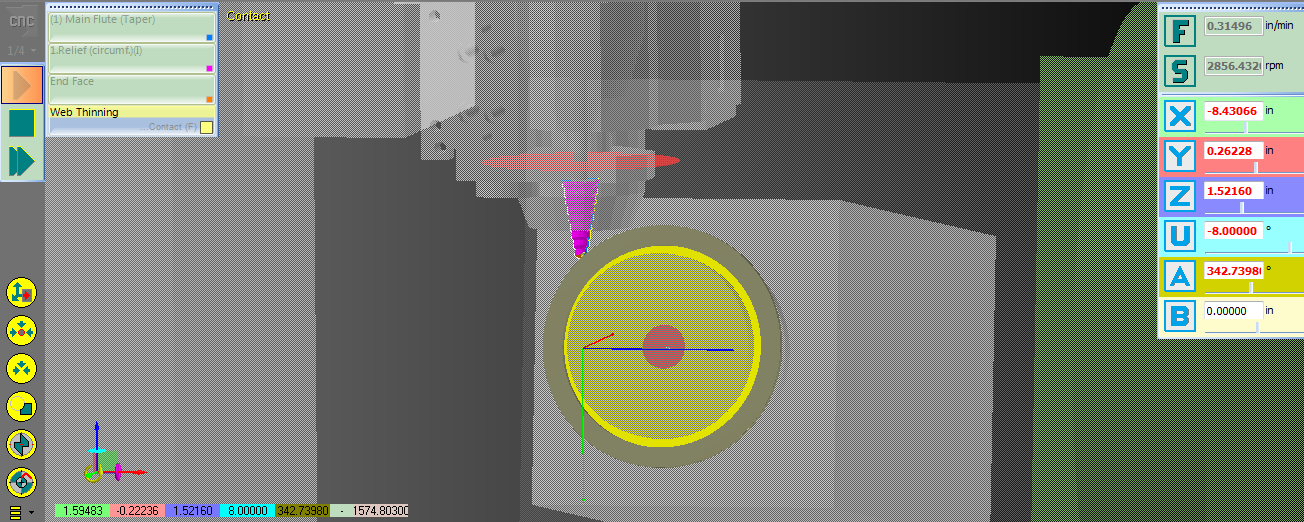
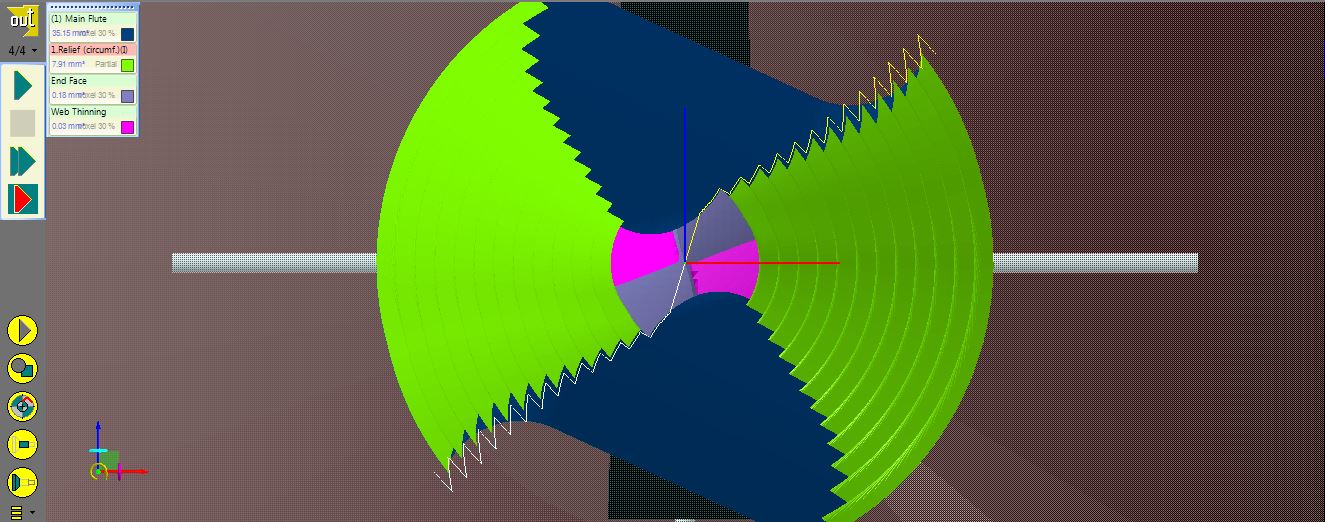
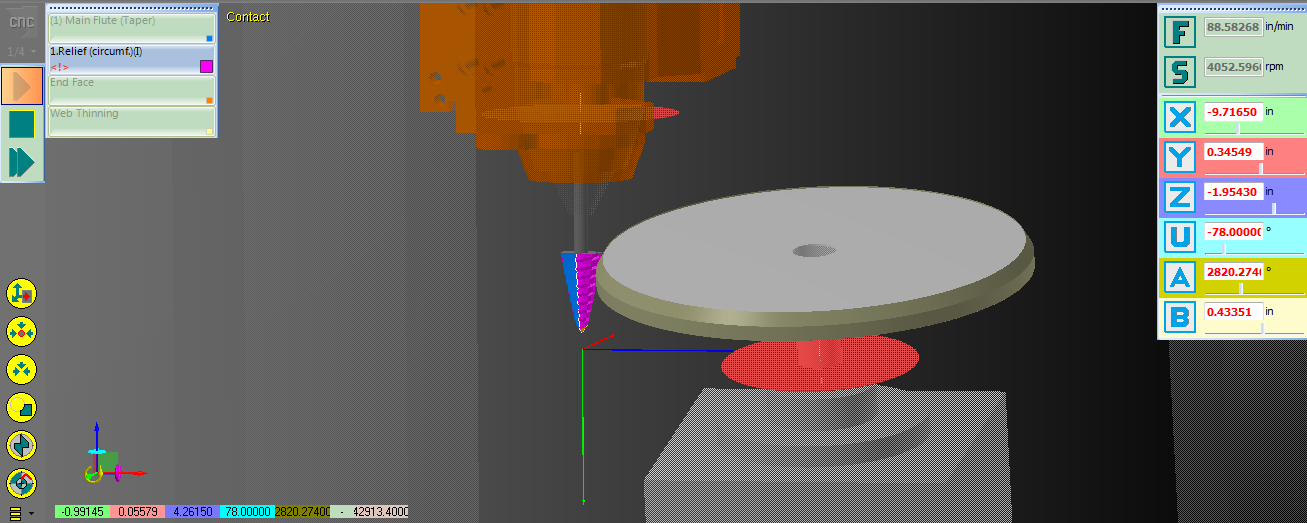
GRINDING WORLD’S SMALLEST TAPS AND SCREWS FROM 0.1MM TO 3MM
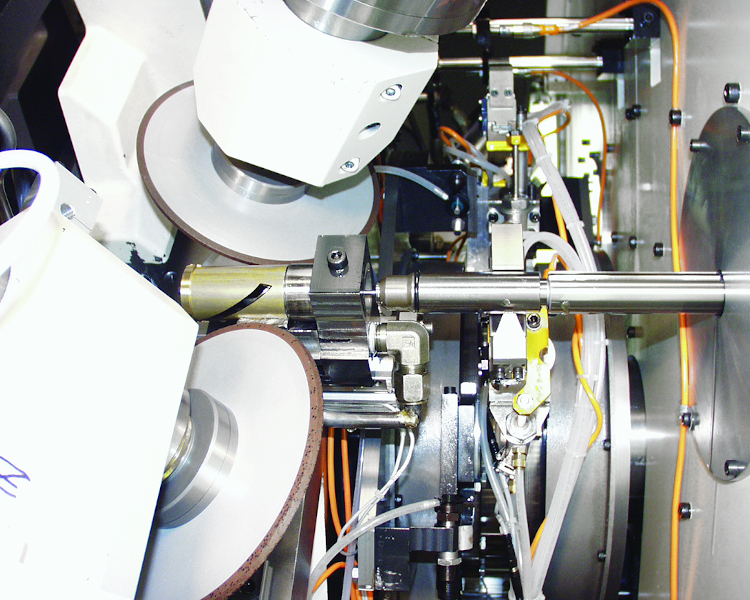
WHEELHEAD CONFIGURATION
- Single or Multiple Spindle Mounted On A Patented ITM Lever Mechanism
- Twin Spindle – Indexable With Backlash Free Drive With 0.001 Degree Resolution
- Angular Grinding Spindle For Machining Contour
WORK TABLE CONFIGURATION
- Index Table Which is Backlash Free And Requires Virtually No Maintenance
- Table with “T” Slots To Mount Various Workholding Toolings
- Special Fixturing Adapted to U-axis For Quick Setup
- Magnetic Table To Mount Special Toolings
CNC CONTROL CONFIGURATION
- Upto 15 Interpolating Axes; All Axis Are Absolute, No Homing Necessary
- Piece Part Probing With Renishaw; Full Part Digitizing with Program Generator
- Machine Sensor For Data Acquisition And Analysis
- No Part in Loader Detection, Light Curtain, And Automatic Dressing Compensation